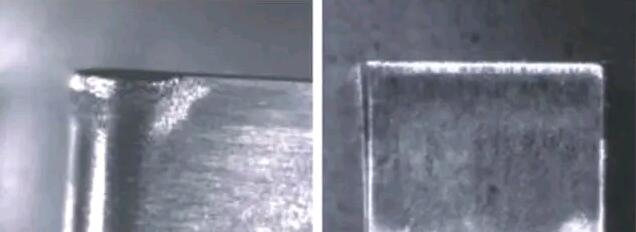
刃口磨损
提高切削速度
引起表面质量差,当积屑瘤脱落时会引起切削刃破损。
原因
由于低切削速度或负前角槽型使工件材料焊接到刀片上。
对策
提高切削速度。
选择正前角槽型。
原因与对策
断续切削—选择具有更高的耐热裂纹的韧性牌号。
冷却液流量变化—必须充分供应或完全不供应冷却液。
机床提高进给量
使用涂层材质或金属陶瓷刀片
使用冷却液
见于粘性材料、低速、 高温合金、不锈钢和有色金属材料,有时随刀片碎片一同脱落,从而导致微崩和快速的后刀面磨损提高切削速度和进给量、合理使用冷却液(如增加浓度),以及选用具有可减少作用力的几何形状和/或平滑表面的刀片。